
Бизнес и нюансы производства оцилиндрованного бревна
Возведение деревянных домов из срубов — традиционный вид строительства, уходящий своими корнями глубоко в прошлое. Несмотря на наличие более современных строительных материалов, деревянное строительство до сих пор остаётся популярной услугой. Этому способствует новые виды обработки брёвен, так называемый — производство оцилиндрованного бревна.
Оцилиндрованное бревно — бревно, после механической обработки, которое имеет одинаковый диаметр по всей своей длине. При дополнительной обработке бревну можно придать специальный профиль.
Такой вид брёвен сильно упрощает процесс строительства деревянных домов. Использование оцилиндрованного бревна не требует привлечения квалифицированных специалистов, которые занимаются строительством срубов из неотёсанного леса. Весь процесс возведения сводиться к сборке дома из готового комплекта. Такой подход позволяет сократить сроки строительства в два-три раза. Так полноценный сруб для двухэтажного дома можно собрать за «одно лето» — от трёх до пяти месяцев.
Благодаря тому, что все оцилиндрованные бревна, в силу производственного процесса, имеют одинаковый диаметр и стабильные геометрические размеры, получаемые на механизированных станках, при строительстве дома выходит более жёсткая и надёжная конструкция сруба. При соблюдении технологического цикла производства дома из оцилиндрованного бревна не требуют подгонки под размеры заказчика, более надёжны и служат в несколько раз дольше. Также, такие дома гораздо красивее с эстетической точки зрения для конечного потребителя.
Оцилиндрованное бревно, в зависимости от параметров, подходит для возведения домов для круглогодичного проживания, бань, хозяйственных построек, беседок и дачных домиков.
Так для строительства домов, обычно, используют бревно диаметров от 200 мм (для северных регионов — от 260 мм). Для дачных домиков, бань, беседок и прочих хозяйственных построек — от 100 до 200 мм.
Нюансы бизнеса производства оцилиндрованного бревна
Производственный цикл «оцилиндровки» довольно простой и не требует особых условий, разрешений и дорогостоящего специального оборудования. Сейчас производители оборудования предлагают как готовые оцилиндровочные комплексы по принципу «один станок» , так и отдельные станки с различной автоматизацией и мощностью производства для организации собственного цеха. Комплектация цеха осуществляется в зависимости от целей бизнеса. Так как, можно открыть производство оцилиндрованного бревна для дальнейшей его продажи строительным фирмам, либо открыть производственную базу под готовые проекты домов, то есть, выступать в роли строительной фирмы.
Открытие производственной линии без налаженного сбыта, для дальнейшей перепродажи бревна, дело хлопотное и с долгим сроком окупаемости. Поэтому в данной нише наиболее выгодно открыть собственную фирму по строительство домов и бань из оцилиндровки, а собственное производство будет гарантией низких цен и исполнения сроков для заказчиков. Так как вы не будете зависеть от стороннего производителя.
Капиталовложения, необходимые для открытия такого предприятия, по оценке ряда экспертов составляют — 5-6 миллионов рублей. Рентабельность производства находится в пределах 40%. Окупаемость достигается к 9 месяцу работы.
Основные коды ОКВЭД 2 для организации предпринимательской деятельности:
- 16. Обработка древесины и производство изделий из дерева и пробки, кроме мебели, производство изделий из соломки и материалов для плетения.
- 16.10.1. Производство пиломатериалов, кроме профилированных, толщиной более 6 мм; производство непропитанных железнодорожных и трамвайных шпал из древесины.
- 16.23. Производство прочих деревянных строительных конструкций и столярных изделий.
- 16.23.1. Производство деревянных строительных конструкций и столярных изделий.
- 16.23.2. Производство сборных деревянных строений.
Этапы производства оцилиндрованного бревна
Для изготовления оцилиндрованного бревна традиционно используют древесину хвойных пород. Хвойные деревья отличаются повышенной смолистостью, то есть, требуют минимальной дополнительной обработки против гниения, появления плесени и намокания.
Хвойный пиловочник подбирают таким образом, чтобы диаметр ствола был минимум на 20 мм больше диаметра готового оцилиндрованного бревна. Также на процесс изготовления влияет естественная кривизна ствола, чем она больше, тем короче получается готовое изделие. Такую выбраковку, не подходящую под проектную длину, используют для доборных и вспомогательных элементов, где по проекту нужны короткие бревна.
1. Подготовка исходного пиловочника (сырья).
Пиловочник сортируют по диаметру, длине и кривизне стволов. И отправляют на просушку до естественной влажности около 20%. В естественных условиях при сыром лесе она достигается через 5-8 месяцев. Поэтому на производстве устраивают сушильную камеру (вакуумная сушилка). В ней бревно сушится до необходимого уровня за 101-15 дней. Просушка также покажет бревна, которые заражены грибков. Древесина, поражённая грибком, при 20% влажности становится синей.
2. Первичная обработка, подготовка бревна к оцилиндровке
Высушенные и здоровые бревна отправляются на обдирку. На этом этапе с бревна снимается кора и заболонь, рыхлый слой древесины между стволом и корой. От точности данной очистки зависят дальнейшие геометрические параметры бревна, поэтому этот этап выполняется с особой точностью. Пиловочник перед обработкой измеряется и находится точка центровки, абсолютного позиционирования. Современное оборудование оснащено измерительными приборами, которые самостоятельно находят эти точки и подсвечивают их лазером. Оператору лишь требуется закрепить зажимы. С помощью системы фрез бревно обрабатывается.
3. Чистовая оцилиндровка и шлифовка бревна
После первичной обработки бревно обрабатывается системой чистовых фрез и шлифовке. На этом этапе форма бревна становится идеальным цилиндром с гладкой поверхностью.
4. Торцовка, технические пазы, чаши и пропилы
Готовое оцилиндрованное бревно размечается и разделывается на бревна нужной длины (строго по проекту будущего дома) при помощи торцовочных пил. Полученная заготовка отправляется на продольную фрезеровку.
При помощи специальной фрезы, необходимой конфигурации, на бревне вытачивается продольный установочный (монтажный) паз. Этот паз необходим для плотного прилегания брёвен между собой при сборке сруба. На противоположной стороне от паза выпиливается компенсационный пропил. Он необходим для устранения внутренних факторов, которые в будущем могут привести к деформации и появлению трещин.
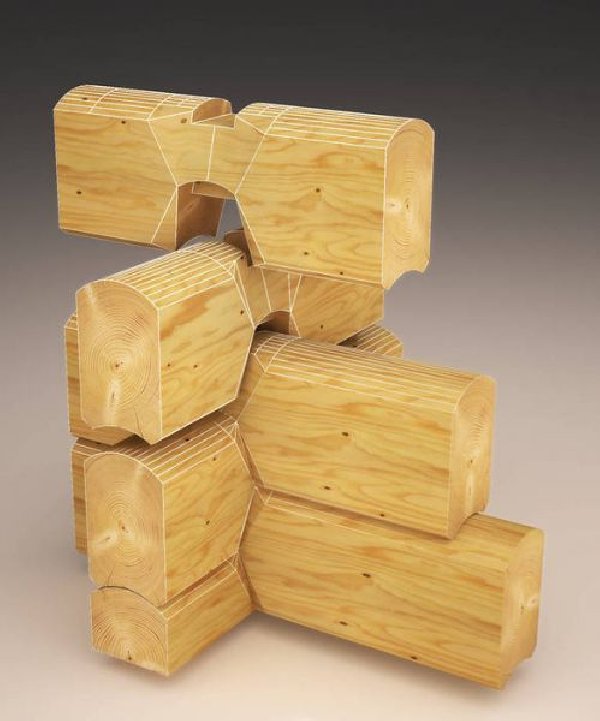
На чашкорезном станке в готовом бревне вырезаются чаши, так называемые, венцовые пазы. Они необходимы для сборки угловых соединений.
5. Контроль качества и конечная обработка
Готовое оцилиндрованное бревно с техническими пазами проверяется на соответствие проекту. Мелкие дефекты устраняются на месте при помощи ручного инструмента. При невозможности устранения дефекта, бревно отправляется на пересорт и используется для коротких и нестандартных элементов.
Годные бревна обрабатываются специальным антисептиком. Обработка производится вручную (кистью, пульверизаторами, душевыми системами), либо вымачивается в специальных ваннах. Второй способ более прост и надёжен, но необходима дополнительная сушка бревна, которая длится до 7 дней.
Обработанные и высушенные изделия маркируются специальным не стираемым кодом, как правило, внутри установочного паза, где он не будет заметен при сборке сруба. В коде отображается вся необходимая информация о производстве, диаметре, длине и прочих характеристик бревна. Он также играет роль инструкции к сборке срубов, отмечая порядок установки изделия по проекту. Такая маркировка необходима для защиты производителя, чтобы конечный потребитель не смог предъявить необоснованную претензию, например, бревно со значительным дефектом, но другого производителя.
Видео: этапы оцилиндровки бревна
Дополнительные преимущества производства
Так как такие производства универсальные и рассчитаны на производство не только оцилиндровки, но и брёвен со сложным поперечным профилем. Так, оснастив фрезеровочный станок дополнительными фрезами, можно освоить производство скандинавского бревна.
Скандинавское (норвежское) бревно
Его также называют полубрусом (лафетом). Толстое бревно, где противоположные стороны выбраны прямой фрезой до плоских параллельных поверхностей.

Такая форма бревна не проворачивается при сборке, так как, за счёт формы бревна и замка чаши, происходит самозаклинивание бревна. Также, такая плоская форма повышает эстетическое восприятие готового сруба. Плоские внутренние стены такого дома, в отличие от сруба из круглых брёвен, не нужно дополнительно обшивать плоским материалом, что положительно влияет на полезную площадь комнат.
Читайте также похожие бизнес-идеи на пиломатериалах:
- Летний заработок на шведских свечах,
- Бизнес — строительство бань под ключ,
- Производство профилированного клеёного бруса,
- Производство блок-хауса,
- 15 идей мужского бизнеса,
- Обработка древесины — изготовление плинтусов, молдингов и евровагонки.
Специально для hobiz.ru